|
|
|||||||||||||||||||||||||
|
Chemical and Process Engineering |
|||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||||||
|
Energy from Waste (Gasification) |
|||||||||||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||||||
|
Project Background |
|
|
|
|
Client: Planet Advantage Limited |
||||||||||||||||||||
|
|
|
||||||||||||||||||||||||
|
Jessup-Bould
Limited provided technical support to Planet Advantage Limited during the pre-design
phases of this project which uses Enerwaste
technology. The plant has now been constructed at Scotgen’s
Dargavel site in Dumfries, Scotland. |
|||||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||||||
|
Process Description |
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||||||
|
The plant is comprised of 2 waste
processing and heat recovery streams with a common steam turbine driven
alternator. Each stream has four gasification chambers
sequenced to operating on a programmed cyclic basis and provide a constant
flow of synthesis gas to a common (one per stream) oxidation chamber. When a gasification chamber becomes
available the operator opens the hydraulically driven front and rear doors. The
operator de-ashes the chamber by use of a front end loader with pusher tool
onto the de-ashing conveyor at the rear of the
chamber. When the
chamber has been emptied, the operator closes the doors. |
|
|
|||||||||||||||||||||||
|
To
charge the gasification chamber, the operator opens the hydraulically driven
charge door in the roof of the chamber. The front end loader is used to charge
the chamber with feedstock material. A top side operator monitors filling and
advises the front end loader driver as required to achieve an even
distribution in the chamber to the working level. On
completion of charging, the operator closes the charge door. The
operator initiates the chamber start up sequence. Provided that the
temperature in the oxidation chamber is above the minimum required by WID
(the Waste Incineration Directive), the sequence ignites the material in the
gasification chamber using the gas oil fired burner. Flue
gas generated during start up to flow through the refractory lined syngas
duct to the oxidation chamber. |
|||||||||||||||||||||||||
|
Once
combustion of the feedstock has been established oil firing is terminated and
the chamber undergoes sub-stoichiometric gasification. The resulting
synthesis gas flows through the established route to the oxidation chamber. A
temperature controller in the outlet duct from the chamber will vary the
speed of the chamber’s dedicated gasification air fan to control the
gasification reaction. Air for the process is drawn from within the process
hall. Waste heat is recovered from the
oxidation chamber flue gases by raising steam in a boiler. This steam is used
in the common turbine alternator to generate electricity for house use and
export to the grid. Condensate is recovered for reuse as
boiler feed water. Flue gas leaving the boiler is
cleaned by dry scrubbing with PAC / Sodium Bicarbonate and a bag filter. Continuous emissions monitoring is
used to control to Sodium Bicarbonate dosing rate and to ensure that the
plant meets regulatory requirements. |
Courtesy
of Enerwaste |
||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||
|
Responsibilities |
|
||||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||
|
Technical
discussions with prospective detailed engineering design contractors. Mass end energy balance
verification (including site performance testing): Supply and
modification of laboratory equipment for gas sampling. Gas sampling and analysis for mass and energy balance purposes. |
|
||||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||
|
The initial
contribution to this project was the assessment of the nominated detailed
design contractor. This mainly centred on resolving discrepancies in the mass
and energy balances provided by the technology provider and those from the
contractor. Although the contractor had undertaken gas sampling at a
demonstration plant for batch-wise processing of waste in Iceland, they were
not able to ascertain sufficient information to enable these data to be used
for mass balance purposes. Subsequently JBL was commissioned to undertake
another set of measurements. In the original set
of tests, the contractor had arranged for around ten gas samples to be sent
to the UK for analysis. Analysis in the UK was deemed necessary due to the
lack of gas analysis facilities in Iceland. This was reported to have been an
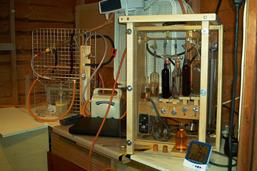
expensive exercise. As a result, JBL undertook on-site gas sampling and
analysis using an Orsat apparatus procured by Planet
and therefore available for their future use. The Orsat was deployed at site following a period of in-house
training with a tailor made gas ‘cocktail’ and equipment modification in the
UK. Training had shown that accurate results for CO, H2, CO2,
O2 and CH4 could be consistently achieved with the modified
apparatus. The availability of
analysis ‘on-demand’ more than tripled the number of readings taken at the
initial testing. Furthermore, a structured sampling and data logging
procedure was prepared that enabled meaningful data to be acquired in order
to derive a series of mass balances for each batch gasified.
Although the demonstration plant had no other means of monitoring energy
generated from the waste, these performance tests enabled the energy release
rate to be calculated using mass balance results. Issues over this
contractors quoted scope of supply meant that an alternative contractor was
sought. JBL assisted with the technical assessment of Planet Advantages
alternative contractors’ short list. Following
appointment of the detailed design contractor, there followed a transitional
period during which the findings of the site tests were reported and handed
over for use in the detailed design. |
|||||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||
|
Unit Operations Batch
gasification chambers. Combustion. Fans. Boilers. Steam
turbine / Condenser Dry
flue gas scrubbing. Cooling
tower. |
Hazards
(Site testing) Waste;
combustible and pathogenic solids. Fuels
(gas oil). Gases
arising from process (CH4, CO, H2). Hazardous
analytical reagents (Conc. H2SO4, KOH, NaOH,
etc). Hot
gases, surfaces and materials. Moving
heavy plant. Rotating
machinery. Liaison Prospective
Detailed Process Design Contractors |
||||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||